
新闻资讯
联系我们
郑州天水源供水设备有限公司
联 系 人:李经理
手 机:18625552229
地 址:郑州市经开区南三环与四港联通大道交叉口西60米大唐工业园
联 系 人:李经理
手 机:18625552229
地 址:郑州市经开区南三环与四港联通大道交叉口西60米大唐工业园
公司新闻
当前位置:网站首页 >公司新闻
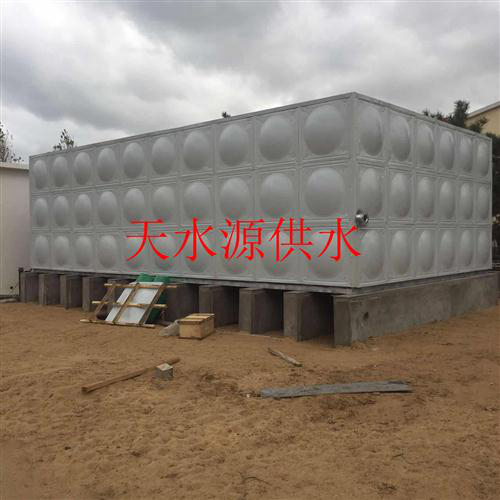
河南不锈钢保温水箱|方形水箱制作工艺规程及制造
来源:创始人 发布时间:2022-09-09 16:01:19 浏览0次
河南不锈钢保温水箱|方形水箱制作工艺规程及制造
1、 进场前按合同要求清点进场不锈钢方形水箱模块及底板数量、厚度、配套材料
2、进场后先焊接模块的四个折边角,焊缝位置为四角内边,焊接高度为角部折边的3/5高,焊角过渡均匀平滑,不得漏水
3、焊接不锈钢方形水箱底板,焊缝均匀整齐,不得有气泡、焊坑。
4、在底板上组装点焊水箱下侧板四周,组装前按图纸要求选定相应板厚的模块,将模块四周折边敲正校平。先将下侧板点焊于底板四周,点好后测量四周方框的两条对角线长度误差不得大于2mm,要证点焊后的下侧模块整体横平竖直组合方正。
5、焊接下侧模块与不锈钢方形水箱底板的四周。焊缝均匀平滑,不得漏水。
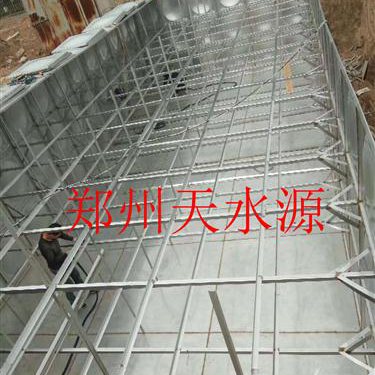
6、组装点焊水箱中模块,组装前按图纸要求选择相应厚度的模块,且将模块四周折边敲正校平。点好四周模块后测量校正水箱两条对角线长度误差不得大于2mm,校正后焊接中下侧水箱的纵横向内拉筋,以稳定焊后的整体水箱方正不变形。
7、按第6工序要求组装点焊不锈钢方形水箱上侧板模块,点焊校正后焊接中上侧模块的纵横拉筋,以稳定中上侧墙板水箱的方正不变形。
8、满焊不锈钢方形水箱模块的全部内折边焊缝。
9、焊接不锈钢方形水箱顶板模块,焊接前要确定好人孔的焊接位置,顶板焊好后焊不锈钢方形水箱内拉筋立柱。
10、焊接进出水管管口。
11、检查所有不锈钢方形水箱焊缝是否有缺点或漏焊,并加补好。
12、试水、检查、补漏。不同的吨位尺寸要求的板材厚度不同。






 备案号:
备案号: